- Отрасль
- Машиностроение
- Задача
Уменьшение объема поддержек в модели закрытой крыльчатки.
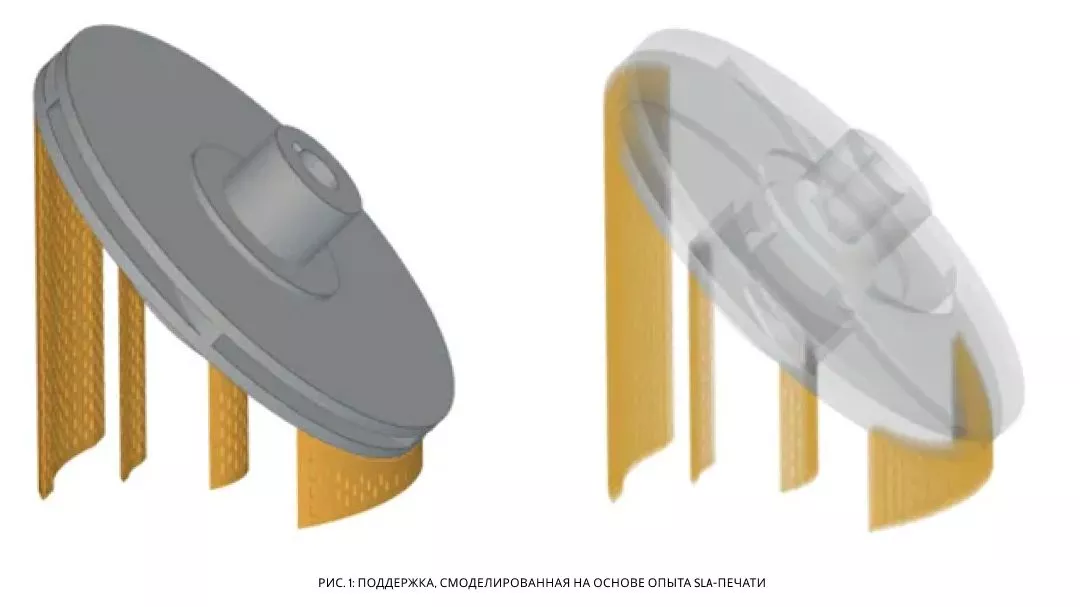
Изначально модель была наклонена под углом 45° с помощью поддержек. Однако добавление поддержек, полностью заполняющих нижнюю поверхность детали, приведет к существенному расходу материала и потребует большей постобработки. Поэтому, чтобы сбалансировать стоимость и производительность, объем поддержек можно минимизировать без ущерба для качества 3D‑печати.
- Что сделано
1 этап: Создание поддержек по аналогии с SLA‑печатью
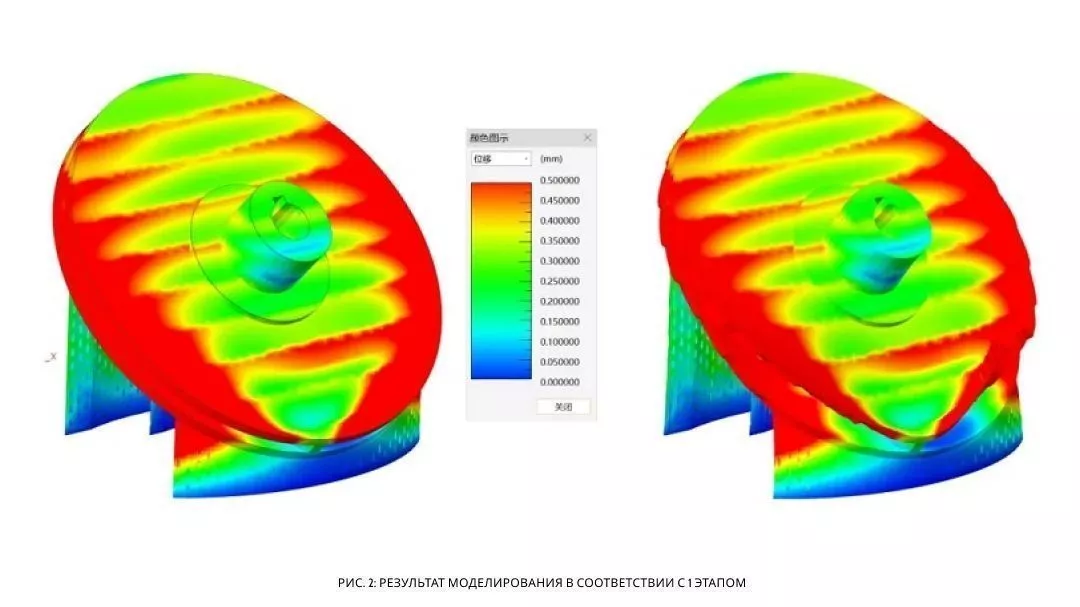
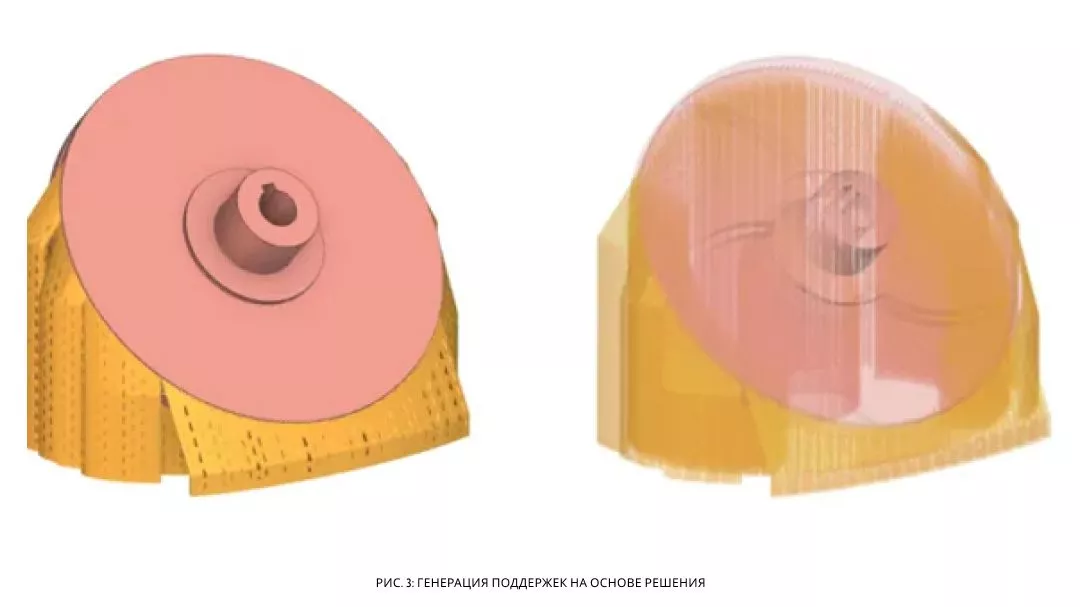
Основываясь на опыте работы с лазерной стереолитографией (SLA), инженеры разработали поддерживающие конструкции. Они создали минимальную поддержку (рис. 2) и провели моделирование процесса в новом модуле VoxelDance Engineering. В процессе моделирования было установлено максимально допустимое смещение детали на 0,5 мм и масштабирование деформации с коэффициентом 3 (рис. 3). Участки детали, находящиеся за пределами допустимого смещения, были выделены красным цветом.
В результате моделирования выяснилось, что смещение на большинстве участков превышает допустимые пределы из-за тепловой и собственной деформации. Это означает, что необходимы дополнительные поддержки.
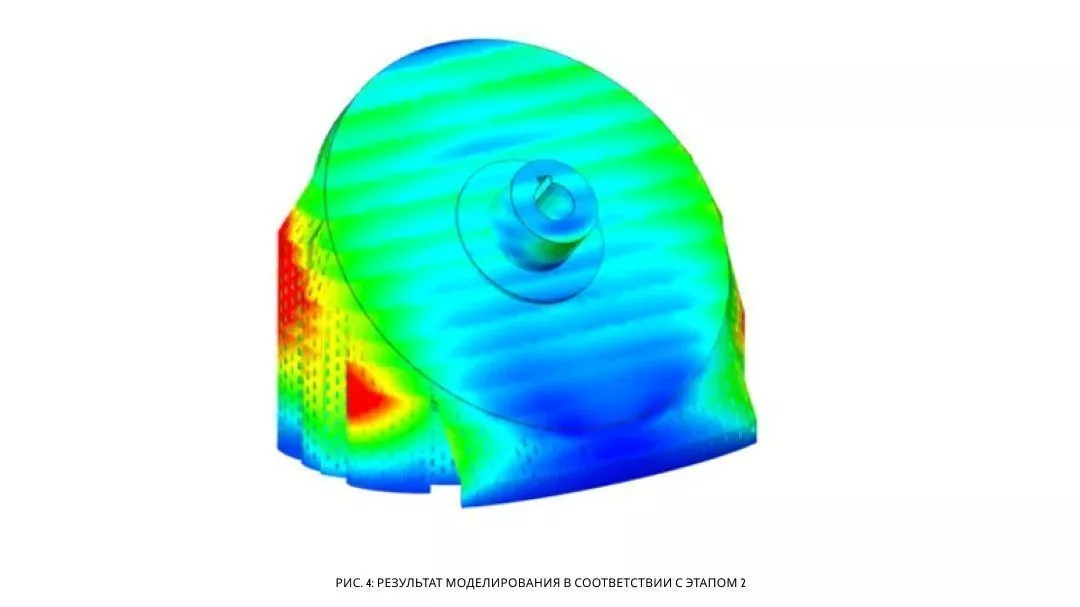
2 этап: Добавление поддержек для контроля деформации детали
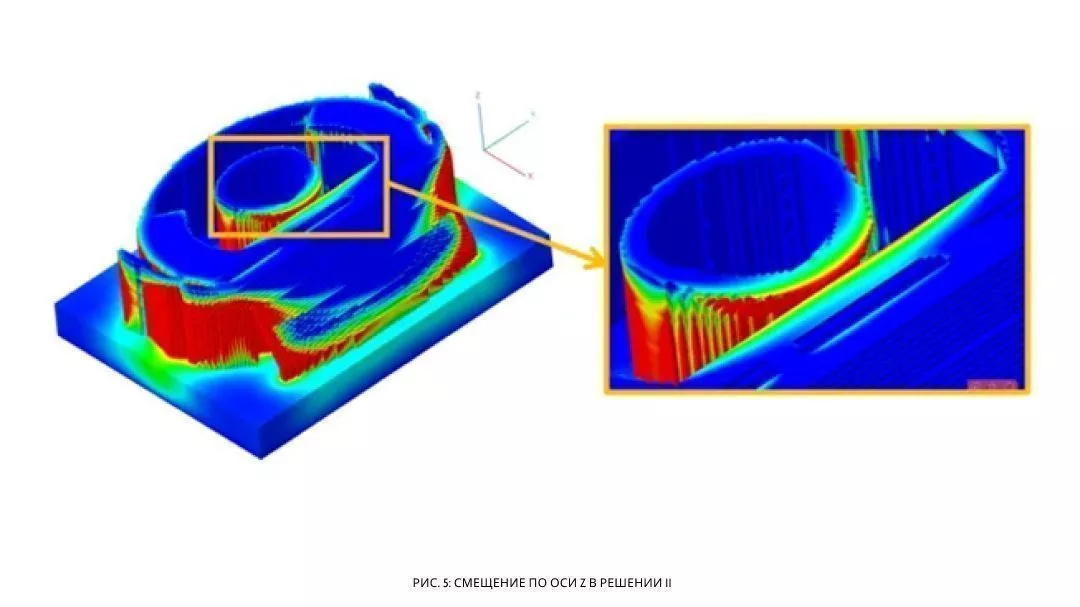
Инженеры добавили поддержки в местах наибольших деформаций (рис. 4) и провели вторую итерацию моделирования с максимальным допустимым смещением на 0,5 мм (рис. 5).
Моделирование показало, что деформация контролируется в пределах допуска, однако было обнаружено значительное коробление по оси Z, превышающее толщину одного слоя (рис. 6). Это может привести к столкновению лезвия рекоутера с деталью и сбою процесса.
3 этап: Утверждение финальных версий поддержек
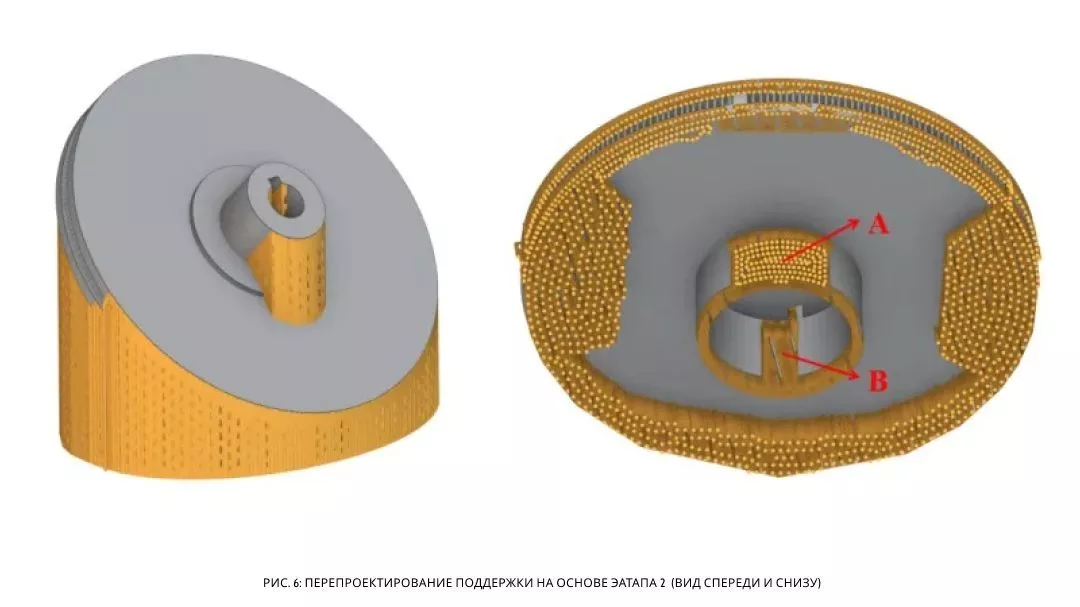
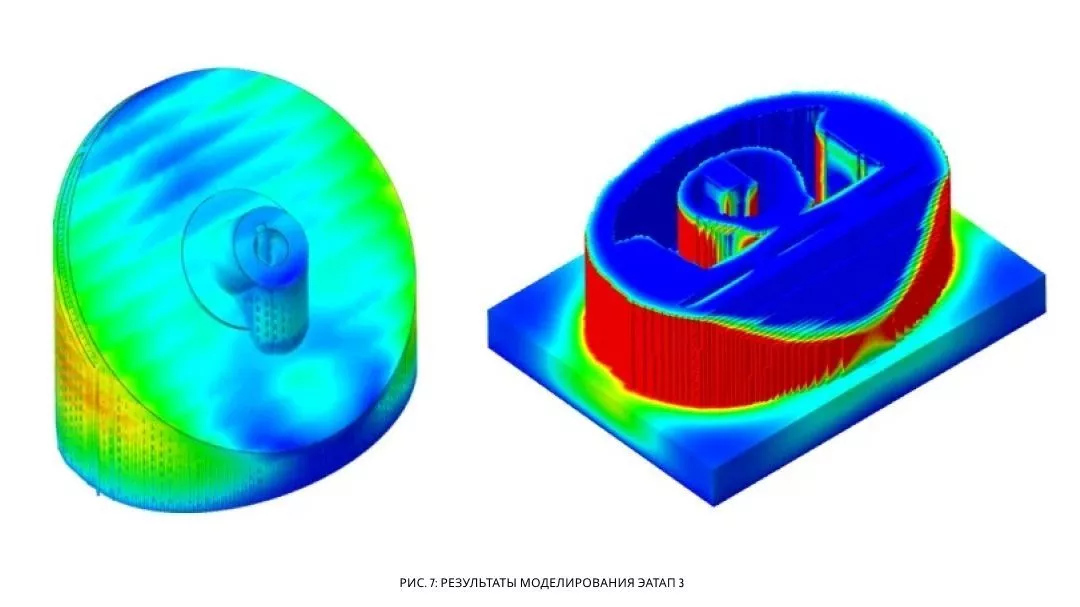
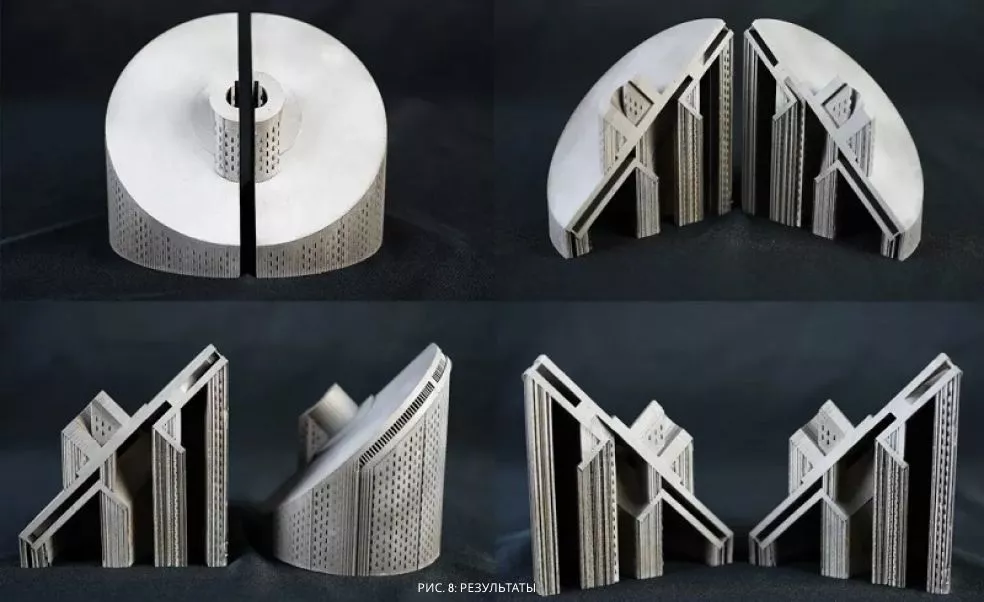
Чтобы избежать поломки лезвия рекоутера, были добавлены поддержки в точках A и B (рис. 6). Моделирование показало, что деформации по оси Z находятся в пределах допустимых отклонений (рис. 7), а анализ лицевой поверхности крыльчатки не выявил никаких короблений. Модель крыльчатки была напечатана без ошибок и трещин, что подтверждает точность программного обеспечения (рис. 8).
- Результат
Благодаря функции VoxelDance Engineering удалось сократить объем поддержек на 60%, что значительно снижает расход дорогостоящих материалов при SLM‑печати. На производство детали ушло более 50 часов, на моделирование ушло всего 3 часа. VoxelDance Additive обеспечивает моделирование и прогнозирование дефектов SLM‑печати в рамках всего производственного процесса, что позволяет улучшать и корректировать конструкцию поддержек и всегда добиваться надежного решения для успешной печати.
Источник: www.voxeldance.com
- Программное обеспечение
- Программный продукт VoxelDance Additive
- Технологии
- Селективное лазерное плавление (SLM)
- Читайте в блоге
- VoxelDance Engineering: надежный «предсказатель» дефектов SLM-печати
бесплатная консультация
